Oxy Acetylene Torch Tip Chart
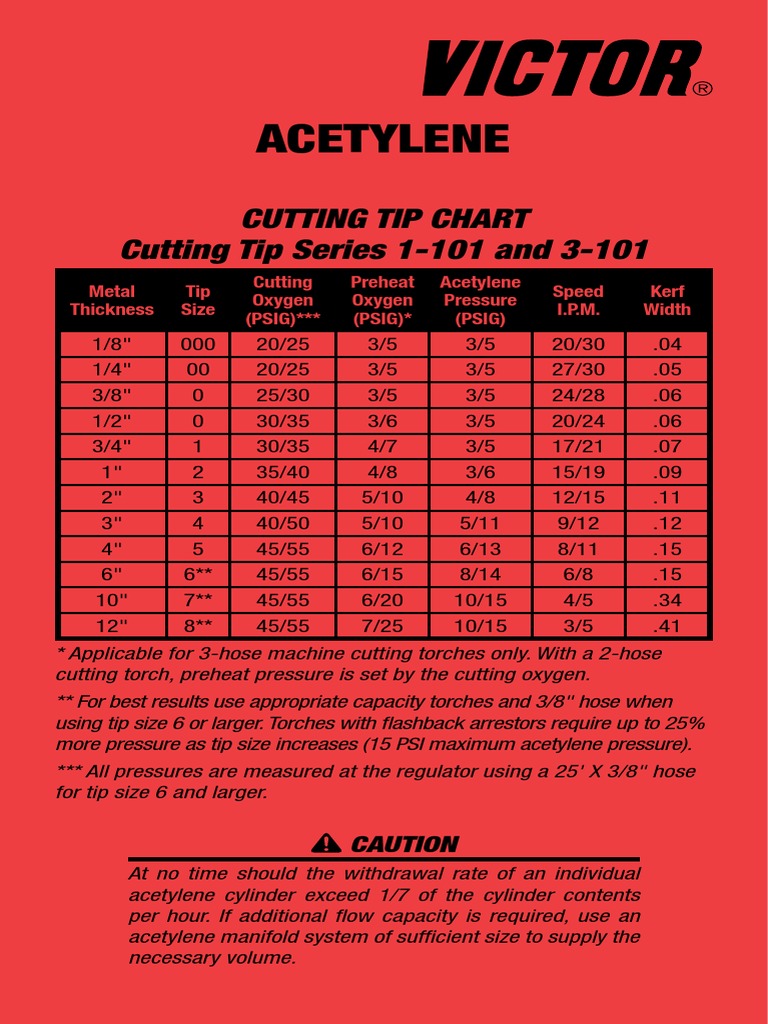
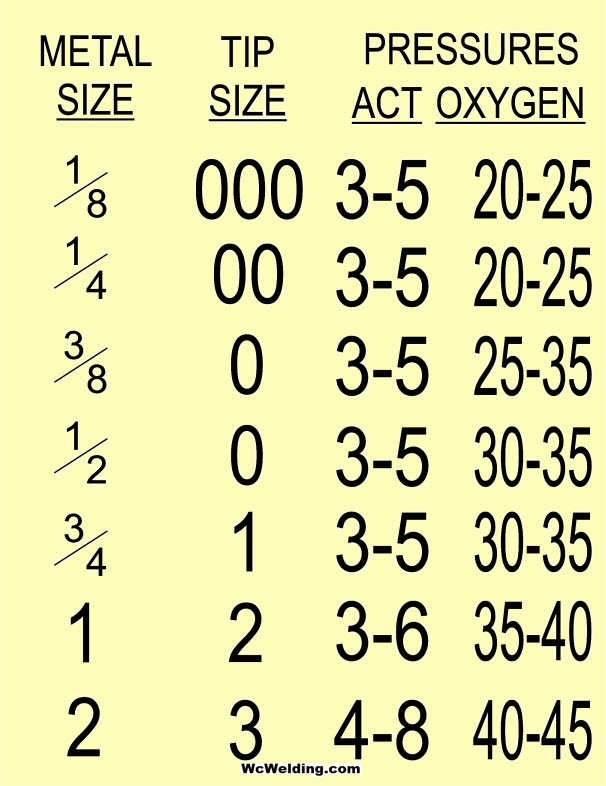
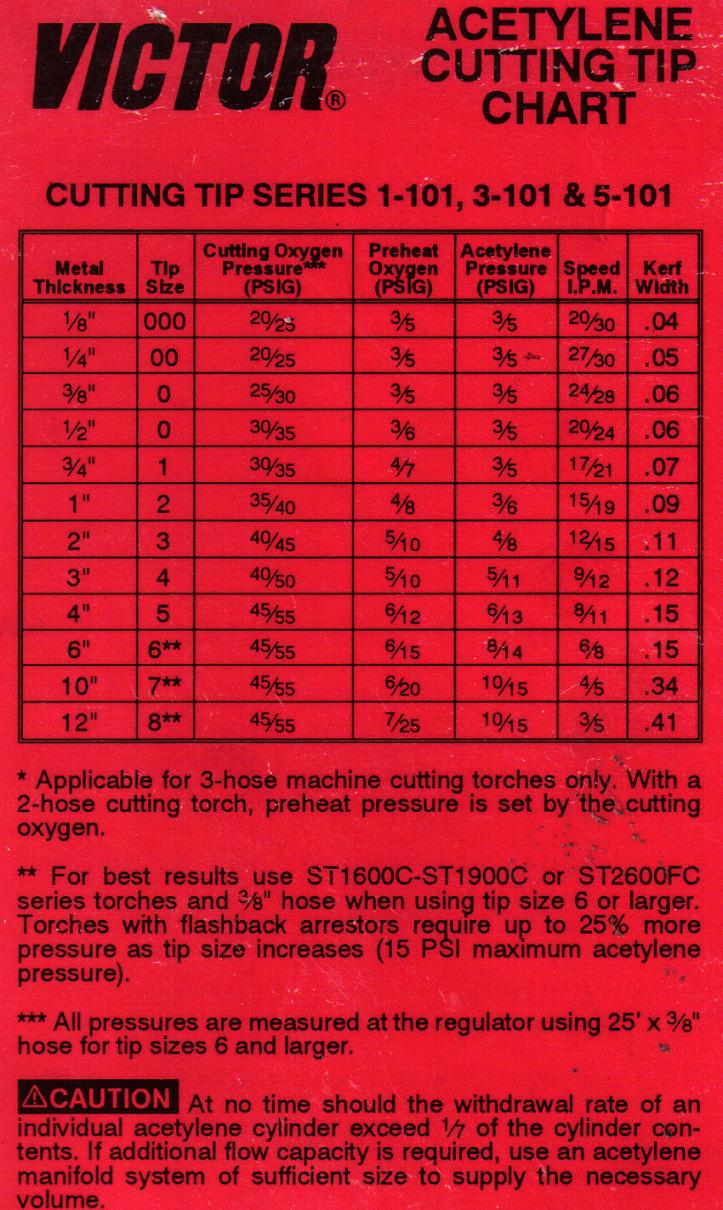
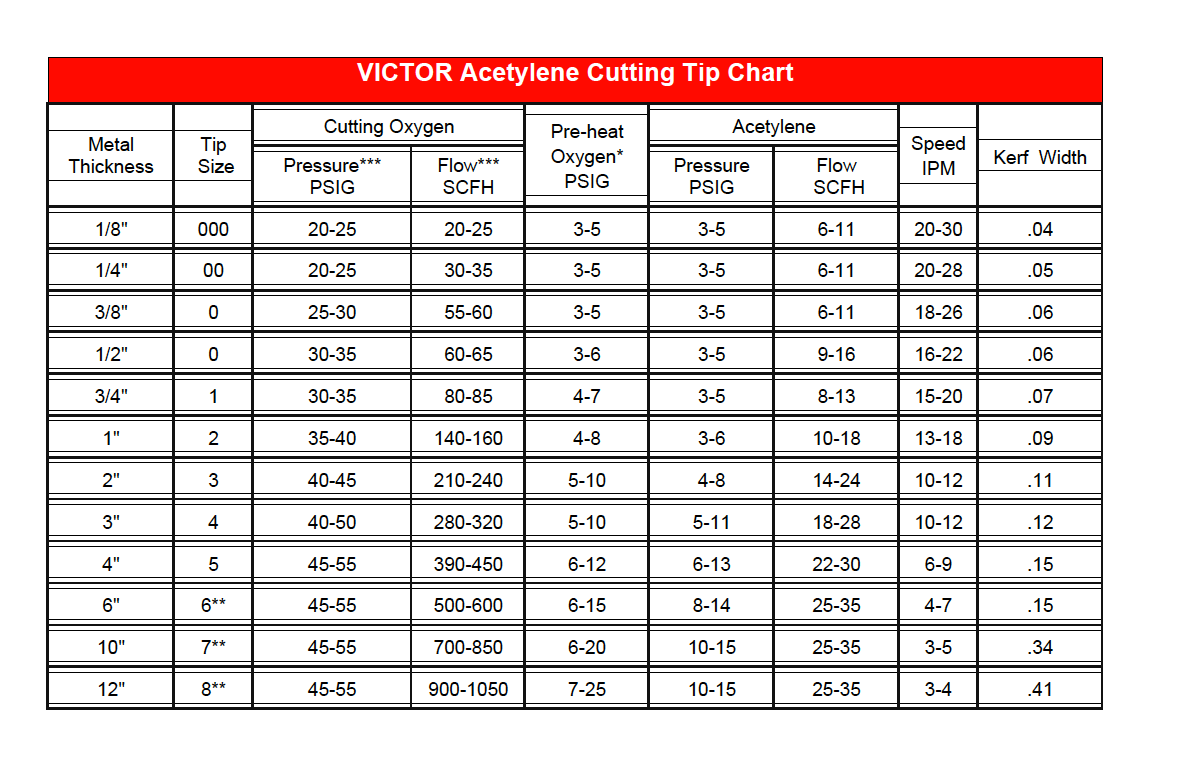
Oxy Acetylene Torch Tip Chart - Web choosing the right tip for your application will provide smoother cuts, protect you and your torch, and eliminate any downtime from tip or torch damage. Web to set up an oxy acetylene torch, start by cleaning any dust or dirt from the valve outlet. Look over the article for helpful tidbits of information, or glance at each tip chart for quick answers to the most common torch tip questions. Choose victor and victory is yours, with jobs done right the first time, every time. Web • hand and machine torch cutting data compiled using mild steel as test material. You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch. Here are 4 simple steps to selecting the correct one for your project to ensure clean cuts. ** for best results use st2600fc series torches and 3/8 hose when using tip size 6 or larger. Web high speed machine cutting. The above data applies to all torches with the following exceptions: Web select the tip style for the fuel gas you are using and metal type/condition. You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch. Propane is not as expensive as acetylene and so many people gravitate to this type of fuel. Web an oxy acetylene mixture burns the hottest, somewhere around. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). ** for best results use st2600fc series torches and 3/8 hose when using tip size 6 or larger. * applicable for three hose machine torch only. Here are 4 simple steps to selecting the correct one for your project to ensure. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Web • hand and machine torch cutting data compiled using mild steel as test material. So, what is the proper way to handle an oxyacetylene torch? Longest lasting cutting tip for dependable performance. The above data applies to all torches with. Cuts up to 3/16 in. Web high speed machine cutting. Hose for size 4 and larger. Web do you have an oxygen acetylene torch? ** for best results use st2600fc series torches and 3/8 hose when using tip size 6 or larger. For additonal information refer to www.harrisproductsgroup.com. Web select the tip style for the fuel gas you are using and metal type/condition. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. * applicable for three hose machine torch only. The recommended setting is for the fuel gas regulator to be set at 10 psig. Longest lasting cutting tip for dependable performance. Web do you have an oxygen acetylene torch? Well suited for work requiring heavy preheat. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). With a two hose cutting torch, preheat pressure is set by the cutting oxygen. Well suited for work requiring heavy preheat. For additonal information refer to www.harrisproductsgroup.com. Web choosing the right tip for your application will provide smoother cuts, protect you and your torch, and eliminate any downtime from tip or torch damage. * applicable for three hose machine torch only. Web here we will discuss the various types of cutting torch tips and. Torches with flashback arrestors require up to 25% more pressure. Cuts up to 3/16 in. Acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. Web select the tip style for the fuel gas you are using and metal type/condition. Web to. You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch. Web to set up an oxy acetylene torch, start by cleaning any dust or dirt from the valve outlet. ** to provide required flow, use 3/8 i.d. Web an oxy acetylene mixture burns the hottest, somewhere around 5800 degrees, and that's what. Web choosing the right tip for your application will provide smoother cuts, protect you and your torch, and eliminate any downtime from tip or torch damage. So, what is the proper way to handle an oxyacetylene torch? Oxypropane burns around 5300 degrees, which is plenty hot, but the rate of burn is smaller. ** to provide required flow, use 3/8. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Cutting tip designs vary based on fuel gas and application. Web an oxy acetylene mixture burns the hottest, somewhere around 5800 degrees, and that's what this article will be about: Look over the article for helpful tidbits of information, or glance at each tip chart for quick answers to the most common torch tip questions. Choose victor and victory is yours, with jobs done right the first time, every time. Web do you have an oxygen acetylene torch? If additional flow capacity is required, use an acetylene manifold system of suficient size to supply the nec. The above data applies to all torches with the following exceptions: The recommended setting is for the fuel gas regulator to be set at 10 psig and the oxygen regulator at 45 psig. * applicable for three hose machine torch only. For additonal information refer to www.harrisproductsgroup.com. Web select the tip style for the fuel gas you are using and metal type/condition. It turns out that there’s more than one right answer. Web to set up an oxy acetylene torch, start by cleaning any dust or dirt from the valve outlet. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. You'll also need to connect the gas supplies, like the oxygen and the acetylene hoses, to the torch.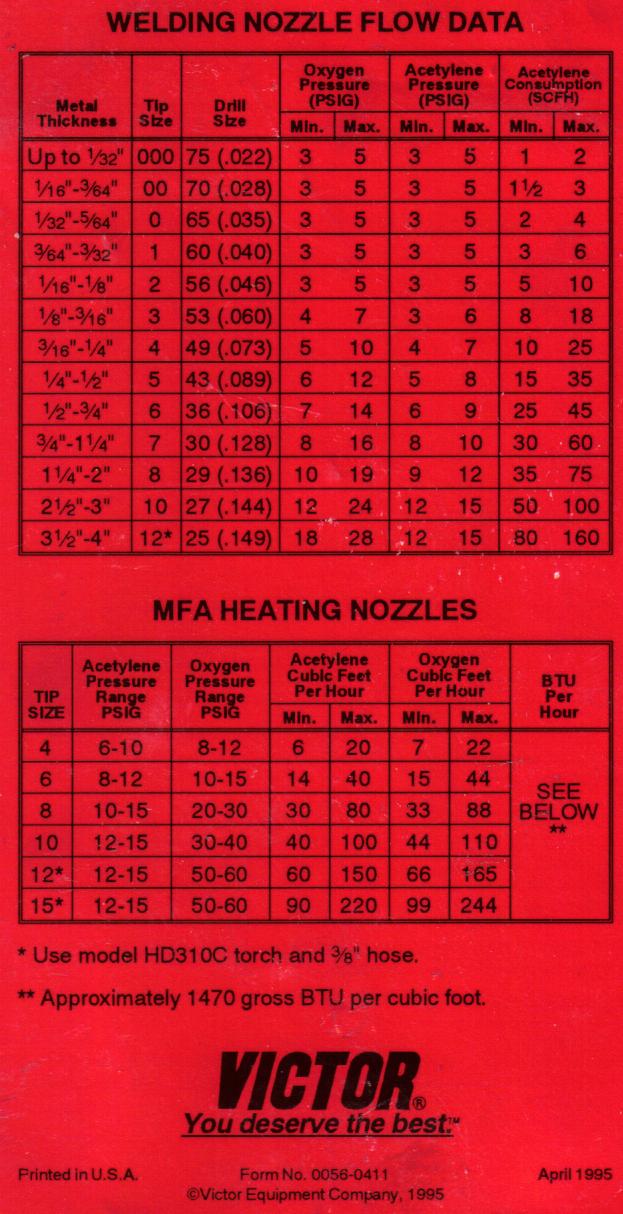
Oxy Acetylene Tip Chart

Oxy Fuel Tip Seat Guide American Torch Tip
Oxy Acetylene Cutting Torch Settings Chart A Visual Reference of
Oxy Acetylene Victor Welding Tip Chart

Oxy Acetylene Welding Rod Chart

OxyAcetylene Welding Tips Model WJ Compatible with "J" Series Victor
Oxyacetylene Torch Settings Chart
Oxyacetylene Torch Settings Chart

OxyAcetylene Welding Tips Model W1 Compatible with 100 Series Victor

How Does The Oxy Acetylene Cutting Torch Work? Tools Focus
Oxypropane Burns Around 5300 Degrees, Which Is Plenty Hot, But The Rate Of Burn Is Smaller.
Propane Is Not As Expensive As Acetylene And So Many People Gravitate To This Type Of Fuel.
Web Create A Torch Or Replace Parts With Our Selection Of Handles, Nozzles, Cutting Attachments, And Cutting Tips.
Web Select The Tip Style For The Fuel Gas You Are Using And Metal Type/Condition.
Related Post: